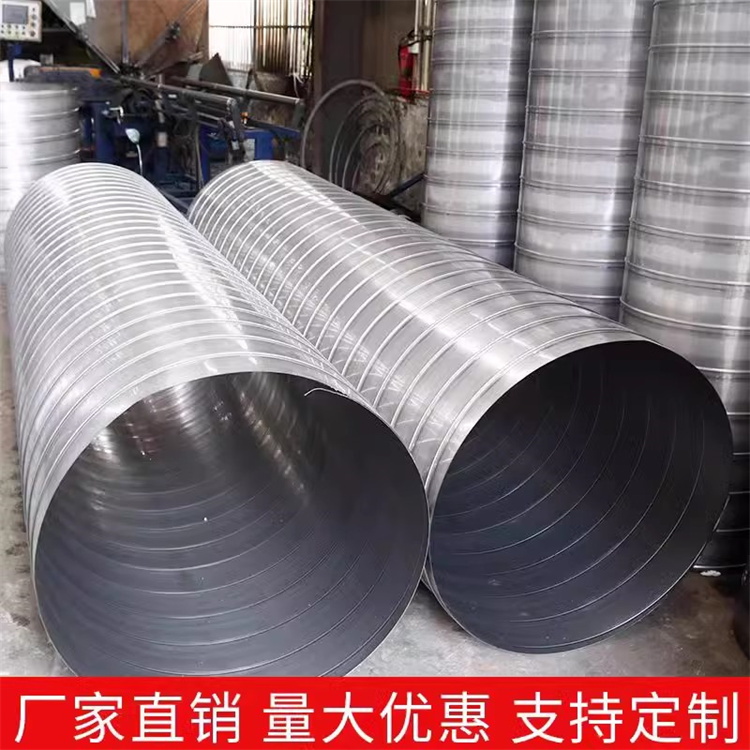
螺旋风管加工中,有什么注意事项?
2025-02-20 18:32:59 点击:
螺旋风管加工过程中有诸多需要注意的事项,以下从材料选择、加工工艺、质量检测等方面进行介绍:
材料选择
材质匹配:根据使用环境和要求选择合适的材质,如普通通风可选用镀锌钢板,有耐腐蚀性要求的可选择不锈钢板等。所选材质应符合相关标准,具备良好的强度、韧性和耐腐蚀性。
板材厚度:严格按照设计要求选取板材厚度。厚度过薄,风管可能无法承受设计压力,易出现变形、破裂等问题;厚度过厚,则会增加成本和重量,还可能影响加工难度。
材料检验:对采购的板材进行严格检验,检查表面是否有划痕、锈斑、变形等缺陷,确保材料的平整度和光洁度符合要求。同时,要核对材料的规格、型号、数量等是否与订单一致。
加工工艺
螺旋成型
设备调试:螺旋风管加工前要对螺旋风管机进行精确调试,确保设备的各项参数设置正确,如螺旋角、咬口宽度、轧制速度等。不同规格的风管需要相应调整设备参数,以保证风管的成型质量。
咬口质量:咬口是螺旋风管连接的关键部位,要保证咬口紧密、均匀,无松动、开裂现象。咬口的深度和宽度应符合工艺要求,避免出现咬口过深导致板材损坏,或咬口过浅影响风管的密封性。
管道圆度:在螺旋成型过程中,要注意控制风管的圆度,防止出现椭圆或变形。可通过调整设备的轧制力和支撑装置,确保风管在成型过程中保持良好的圆形度。

切割下料
尺寸精度:根据设计图纸和实际安装需求,精确计算风管的长度和直径,进行切割下料。切割尺寸应允许一定的公差范围,但要确保误差在规定范围内,以保证风管的安装精度和连接质量。
切割方式:选择合适的切割方式,如机械切割、等离子切割等。机械切割适用于普通钢板,切割速度较慢但切口较平整;等离子切割适用于不锈钢等材质,切割速度快但要注意控制切割参数,避免出现切口熔渣、毛刺等问题。
焊接连接
焊接工艺:对于需要焊接的部位,如风管的拼接处、法兰连接等,要选择合适的焊接工艺和焊接材料。常见的焊接方法有手工电弧焊、气体保护焊等,不同的焊接方法适用于不同的材质和焊接要求。
焊接质量:焊接前要对焊件进行清理,去除表面的油污、铁锈等杂质,保证焊接质量。焊接过程中要控制焊接电流、电压和焊接速度,避免出现焊接缺陷,如气孔、夹渣、裂纹等。焊接完成后,要对焊缝进行外观检查和无损检测,确保焊缝的强度和密封性。
质量检测
外观检查:螺旋风管加工完成后,对风管进行全面的外观检查,查看风管表面是否光滑、无明显划痕、凹凸不平现象,咬口处是否整齐、紧密,焊缝是否均匀、无缺陷。
尺寸检验:使用量具对风管的直径、长度、壁厚等尺寸进行测量,确保尺寸符合设计要求。对于矩形风管,还要检查其对角线偏差是否在允许范围内。
密封性测试:根据风管的使用要求,进行相应的密封性测试,如漏光法检测和漏风量测试。漏光法检测主要用于中、低压风管系统,通过在风管内点燃光源,观察风管外表面是否有漏光现象来判断风管的密封性;漏风量测试则适用于高压风管系统和对密封性要求较高的场合,通过专门的测试设备测量风管的漏风量,确保其在规定的允许值范围内。
安全防护
设备操作安全:操作人员应熟悉螺旋风管加工设备的操作规程,严格按照操作手册进行操作。在设备运行过程中,禁止进行调整、维修等操作,避免发生机械伤害事故。
个人防护用品:操作人员必须佩戴好个人防护用品,如安全帽、防护眼镜、耳塞、手套等。在进行切割、焊接等作业时,要防止飞溅的火花和碎屑对眼睛和身体造成伤害;在噪声较大的环境中工作时,要佩戴耳塞或耳罩,保护听力。
现场环境安全:保持螺旋风管加工现场的整洁和通道畅通,避免杂物堆积影响操作和通行。对易燃、易爆物品要妥善存放,远离火源和热源,防止发生火灾和爆炸事故。
- 上一篇:介绍一下螺旋风管的安装流程 2025/2/20
- 下一篇:弯头风管加工设备的价格受哪些因素影响? 2025/2/19