提供螺旋风管加工流程的详细步骤
2025-02-17 11:20:54 点击:
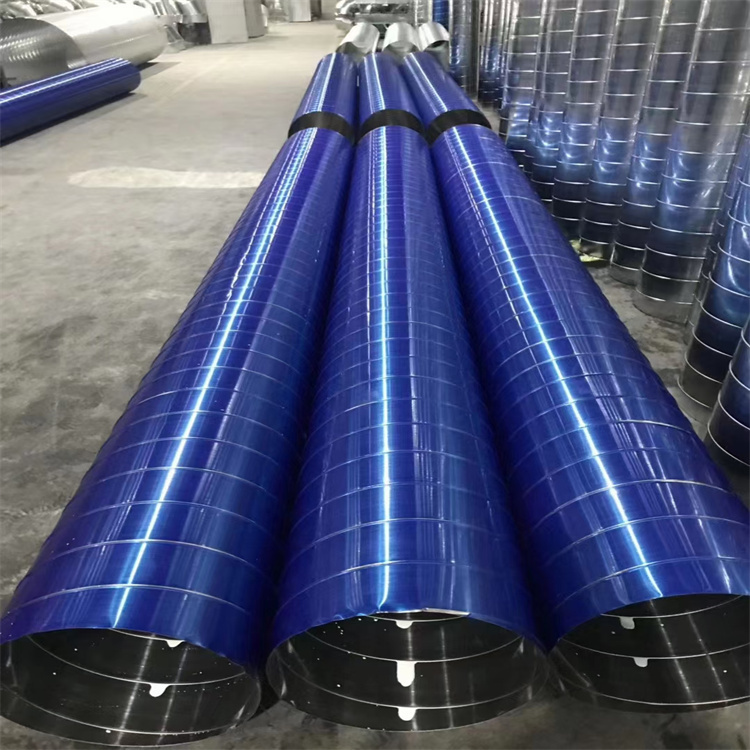
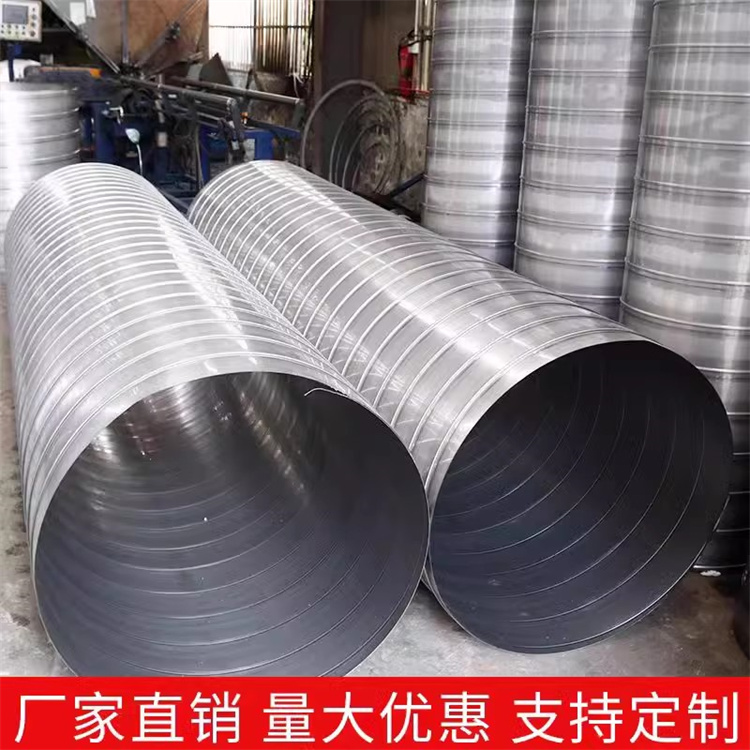
螺旋风管加工流程详细步骤如下:
材料准备:依据风管设计要求,精准挑选适配的金属板材,像镀锌钢板常用于普通通风系统,其成本较低且有一定防锈能力;不锈钢板则适用于对耐腐蚀性要求高的环境 。同时,严格检查板材质量,确保无明显瑕疵。
下料:精确计算风管展开尺寸,利用剪板机或等离子切割机下料。比如直径 1 米、长 2 米的风管,要根据相应公式算出展开矩形板材的长和宽,下料误差控制在极小范围,保证后续加工精度。
卷圆:将下料后的板材放入卷板机,通过调节滚轮间距和压力,使板材逐步卷成圆形。过程中不断检查卷圆尺寸和圆度,避免出现椭圆等形状偏差。
螺旋成型:卷圆后的板材进入螺旋风管成型机,在模具和滚轮作用下,形成螺旋状风管。期间严格把控螺旋螺距和角度,保证每一节风管的一致性和质量稳定性。
焊接或咬口连接:螺旋风管加工中若采用焊接,根据板材材质选合适工艺和材料,如不锈钢用氩弧焊;咬口连接则通过咬口机加工咬口形状后咬合压紧,常用的咬口形式根据风管用途和要求选择。
法兰制作与安装:用角钢或扁钢制作法兰,切割钢材并组装成框,确保尺寸精准、表面平整、螺栓孔位置合规。安装时将法兰套在风管两端,用螺栓或焊接固定,保证垂直且连接紧密。
质量检验:螺旋风管加工后外观检查看有无划伤、变形等;尺寸检验测量风管和法兰各项尺寸;密封性检验针对有要求的风管,用漏光法或漏风率测试法检测。
标识与包装:在合格风管标注关键信息,再用塑料薄膜等包装,防止运输和储存时受损。
- 上一篇:加工后的弯头风管需要进行哪些测试? 2025/2/18
- 下一篇:不锈钢满焊方管的表面处理方法有哪些? 2025/2/17